






锻焊滑轮简介
锻焊滑轮形式比较特殊,制作工艺复杂,一般用于港机。锻焊滑轮首先锻造成型滑轮绳槽的部分,制作好后再焊接滑轮腹板和轮毂,终加工成为成品。锻焊滑轮焊接部分较多,对于焊缝要求较高,滑轮绳槽可以实现和锻造滑轮相同的尺寸,其他部分通过焊接实现,性能可以达到锻造滑轮相同的性能。整体成本比锻造滑轮低,但是比轧制滑轮仍高很多。
产品图片



锻焊滑轮结构形式
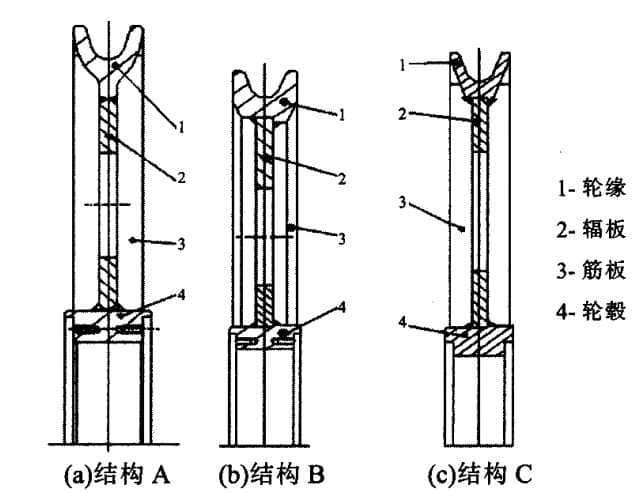
锻焊滑轮一般有三种结构形式,它们均由轮缘、辐板、筋板、轮毂四部分组成。三种结构的主要区别在焊缝形式和轮缘形状。焊缝形式决定焊接质量和焊接效率,轮缘形状决定毛坯生产效率和生产成本,锻焊滑轮的三种结构形式。
工艺性分析及结构优化
结构A是轧制滑轮结构转换的,焊缝采用双面坡口焊,全熔透焊缝,焊接时需要开坡口,全熔透焊缝焊接速度慢,焊缝探伤有一定不合格率。轮缘为Y型,外部为圆弧,加工余量大,加工难度高,实际生产时一般将外圆弧车成斜面便于加工。并且组装焊接时,没有对正定位设计,需要专用平台,组装焊接费时费力。
结构B为优化设计后结构,焊缝采用角焊缝,取消双面坡口加工,提高了焊接效率。轮缘改为U型,减少加工余量。在轮缘和轮毂上设计定位凸台,增加定位设计,方便快速组装滑轮。
结构C的结构、工艺性比结构A好,适合批量、快速生产。但是经过计算,结构B轮缘部分质量较重,天车滑轮要求质量高,重量轻(减少对井架稳定性影响)。应该对结构B的结构进一步优化,优化后见结构C。结构C减小了定位凸台高度,轮缘外部形似绳槽尺寸,简化轮缘结构,大量减轻了轮缘重量。综合考虑,结构C工艺性比较理想,得到滑轮重量轻,组焊方便,适合批量生产应用。
工艺设计
由于锻焊滑轮要求采用优质碳素结构钢或合金钢,考虑焊接工艺性和载荷强度,轮缘、轮毂采用35钢锻件,辐板采用Q345B板材下料。
工艺路线:轮缘为锻→正火→加工(粗车外形和定位台阶)→组焊;轮毂为锻→正火→加工(粗车外形和定位台阶)→组焊;辐板为下料→加工→组焊。焊接滑轮整体工序为焊接→退火(去应力)→焊缝探伤→精车→无损探伤检测(绳槽)→绳槽表面中频淬火→静平衡→喷漆→装配。
轮缘一般采用整体锻造成形,轮缘锻件有自由锻件和辗环锻件,截面形状如图。
自由锻件

辗环锻件

辗环锻件的轮缘实际是一种径向轧制,在半封闭模腔内快速轧制成形,可以轧制出绳槽形状和外形,实现加工余量小、机械化生产。
组焊:手工焊焊接,因受个人焊接水平影响,焊缝质量不稳定,焊接生产效率低。经过研究分析,组焊时可以利用自动焊接。自动焊接工装由焊机、旋转机构、平台和支架组成。焊机为二氧化碳气体保护焊机,旋转机构由可调无极变速电机驱动,平台承载焊接滑轮组合体,支架夹持焊枪,可调节高度、悬臂长度、角度,满足焊接各种型号焊接滑轮使用。
通过三种焊接滑轮结构优化设计,采用辗环轮缘锻件、改善焊缝形式、使用自动焊接工装,实现了批量生产。经过生产应用,生产工艺可靠,锻件质量稳定,锻件生产效率高,焊缝质量好,焊接效率高,焊接后滑轮美观实用,取得了很好的经济效益。
厂家优势
我公司生产的热轧滑轮,铸造滑轮,锻造滑轮,锻焊滑轮等各式滑轮。工艺条件成熟,制作标准的滑轮产品日产量可达上百件,广泛应用于起重机械,港口机械,石油钻井,矿山机械等多个行业,质量可靠稳定,重科作为有15年经验的滑轮组供应商,一直以专业品质,合适的价格被广泛好评。价格透明,厂家直销,欢迎来电,免费报价!
联系我们的客服人员了解详细的滑轮价格列表。批量订购,价格更优惠。





